Coal has historically been used for power generation and for home heating, but it is also a source of carbon, which is a primary component for many different types of steel. There are many grades of coal such as peat, lignite, sub-bituminous, bituminous and anthracite. Each type has increasing levels of heating value as well as increasing percentages of carbon, by weight, with anthracite being the highest with 94% carbon. Peat is the lowest with only a 21%.
Carrier Europe was approached by a company, who is in the steel making industry, with the need to dry anthracite coal, to a very low moisture level, prior to feeding it into the rest of their steel making process. Carrier Vibrating has provided several anthracite coal dryers in the US, but most of them remove only the surface moisture from the coal, which leaves a few percent of internal moisture in the coal.

Surface moisture is very easy to remove from non-porous materials such as sand and glass and a vibrating fluid bed is the most efficient drying technology on the market to remove this moisture. The air temperature that is used to remove the water can be as high as 400-500°C but this temperature is very dependent on the individual product characteristics.
For example, will the product melt if it touches the hot deck surface, will a high air temperature seal off external pores thus trapping moisture internally, etc? Most of these questions are ultimately answered during a lab test. It should be noted however, that even with an air temperature of 500°C, the bulk product temperature will remain relatively low while the surface moisture is being removed. In fact, the product will stay at the wet bulb temperature of the drying air, which is around 60°C for 400°C air and still only 65°C for 500°C. The constant evaporation of the water, from the surface of the product, creates this cooling effect on the bulk temperature of the product.
Product temperatures start to elevate above the wet bulb temperature after the surface moisture gets below a critical moisture level and correlating a product temperature with the desired outlet moisture content, is one of the main goals while performing a fluid bed lab test.
After the completion of many tests in the Carrier lab, using various air temperatures, airflows and moisture analysis data, a set of conditions was reached that met the specifications of the customer. Cooling tests were also performed in order to deliver a dry product with a temperature that did not exceed the limits of the belt conveyor that was used for moving the anthracite to the next part of the process.
Fluid bed dryers offer a huge advantage over many other technologies, because they are very flexible for allowing multiple zones with different airflows and process air temperatures.
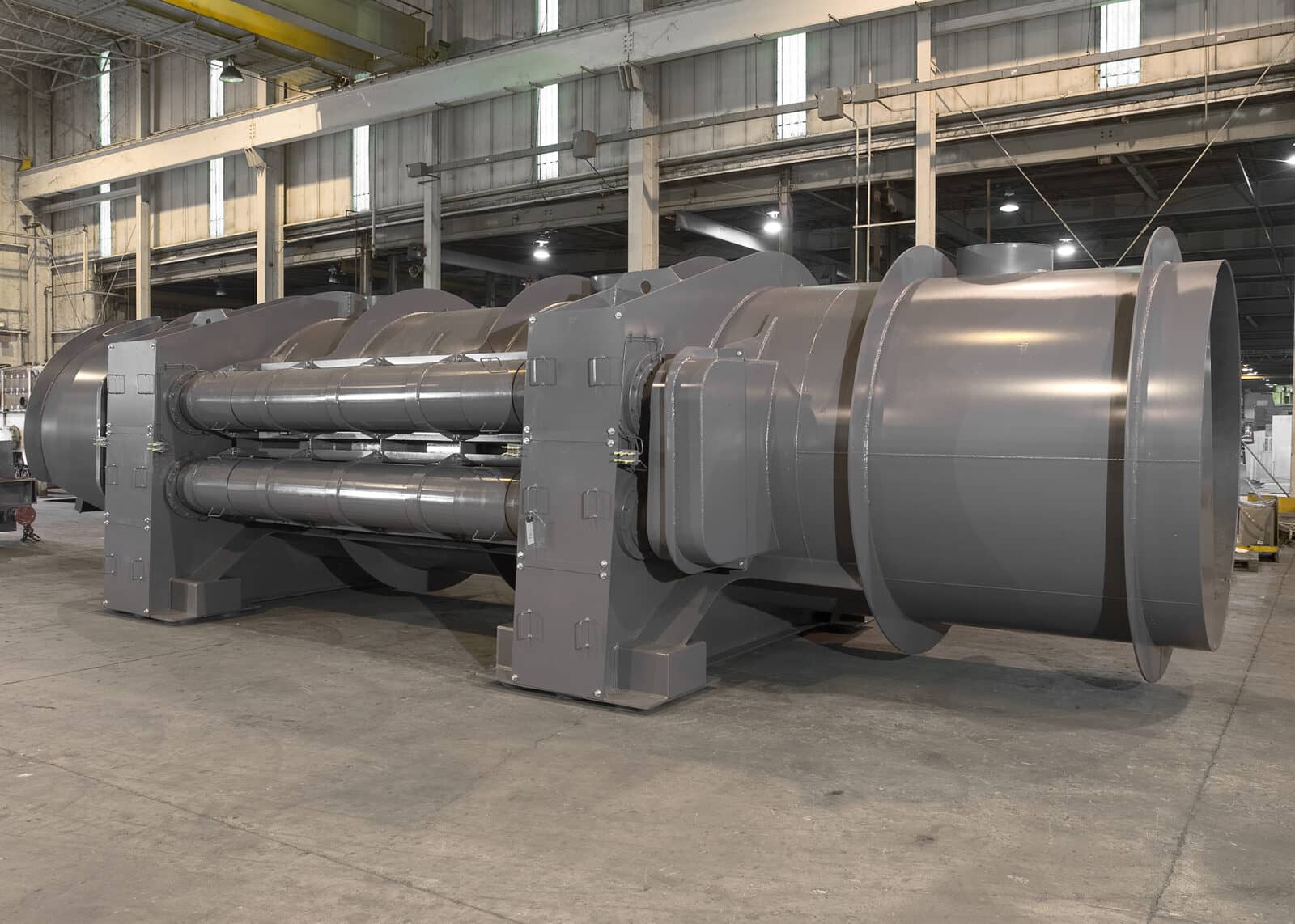
In the end, Carrier Europe was awarded the order and provided a vibrating fluid bed dryer, with a cooling zone, to meet the drying and cooling requirements for this anthracite coal process.